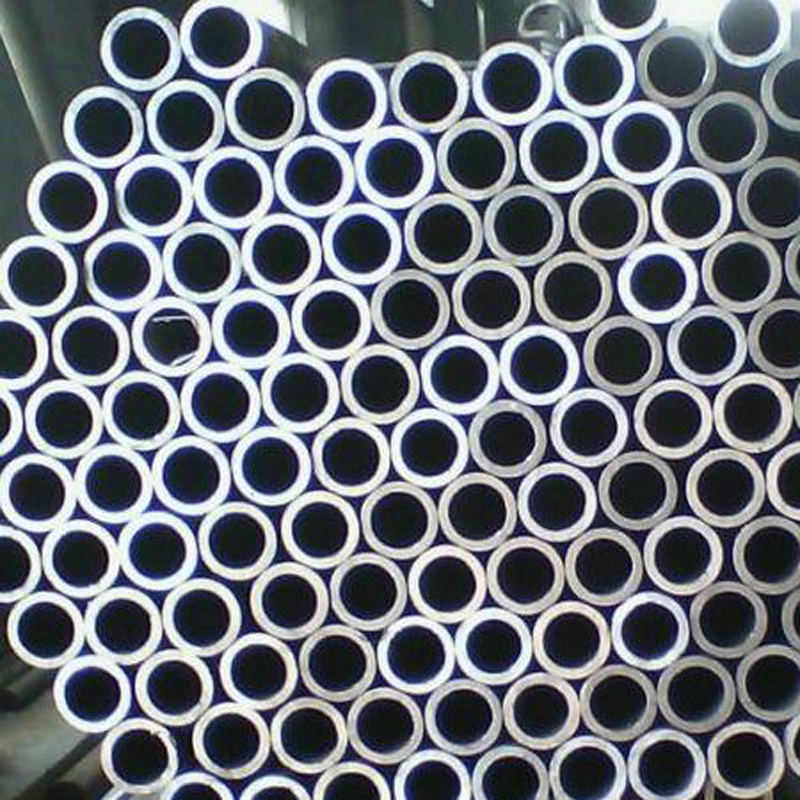
T11 T12 T22 T91 T92 Bešavne cijevi od legiranog čelika



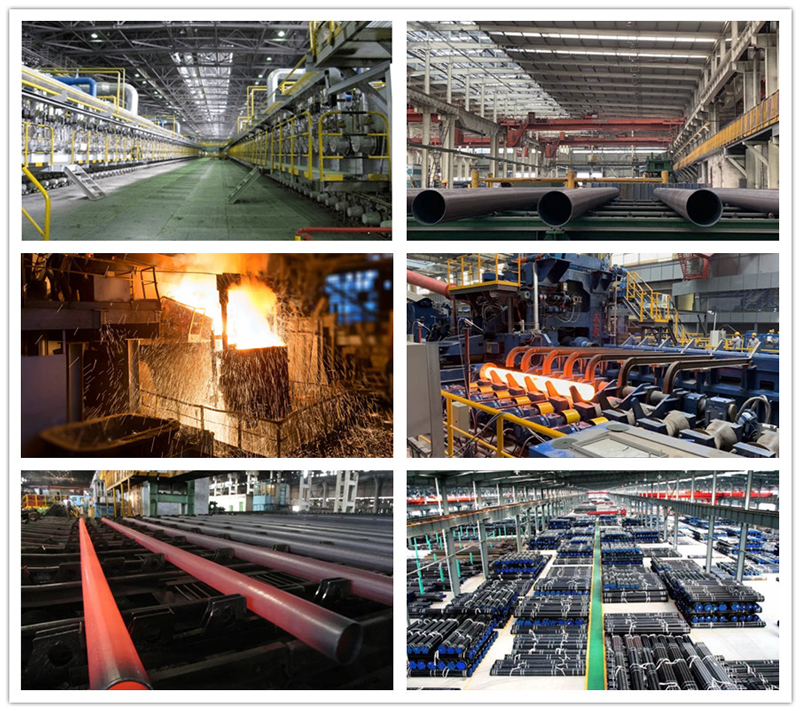
proces proizvodnje
Vruće valjanje (ekstrudirana bešavna čelična cijev): perforacija okrugle cijevi za grijanje perforacije tri valjaka nagnuto valjanje, kontinuirano valjanje ili ekstrudirana traka promjera (ili smanjenog promjera) hlađenje gredice ispravljanje hidrauličkog testa (ili kvar) oznaka za skladištenje.
Hladno vučna cijev (valjana) bešavna čelična cijev: okrugla cijev grijana, perforirana glava, žarenje, kiseljenje i premazano uljem (bakreno prevlačenje) višekanalna cijev hladnog vuče (hladno valjana) cijev za gredice toplinska obrada ispravljanje hidrauličko ispitivanje (detekcija grešaka) oznaka u skladište.
U procesu proizvodnje bešavnih čeličnih cijevi za kotao, toplinska obrada je ključni proces.Toplinska obrada ima važan utjecaj na unutarnji kvalitet i kvalitet površine bešavnih čeličnih cijevi, što je posebno važno za proizvodnju legiranih bešavnih čeličnih cijevi.
Naša kompanija usvaja neoksidacijsku termičku obradu, proizvodnju čeličnih cijevi sa stabilnom metalografskom organizacijom i dobrim unutarnjim i vanjskim kvalitetom površine, koristeći vrtložna struja i ultrazvučnu automatsku detekciju grešaka, čelične cijevi jednu po jednu za detekciju mana vrtložne struje i ultrazvučnu detekciju mana.Uz ultrazvučno mjerenje debljine i funkcije detekcije kosih grešaka, može učinkovito otkriti slojevite defekte u čeličnoj cijevi.
Metoda kontrole kvaliteta bešavnih čeličnih cijevi
1. Analiza hemijskog sastava: metoda hemijske analize, instrumentalna analiza (infracrveni CS instrument, spektrometar direktnog očitavanja, zcP, itd.).
2. Kontrola kvaliteta površine čelične cijevi: 100%
A. Ultrazvučna detekcija UT:
B. ET: (elektromagnetna indukcija)
C. MT i detekcija curenja:
Magnetna detekcija grešaka, pogodna za detekciju površinskih i blizu površinskih defekata feromagnetnih materijala.
D. Elektromagnetna ultrazvučna detekcija grešaka:
Nije potreban medij za spajanje, koji se može primijeniti na visokotemperaturnu i brzu, grubu i suvu površinsku detekciju grešaka na čeličnoj cijevi.
E. test prodiranja tečnosti:
Fluorescencija, bojenje i detekcija površinskih nedostataka čeličnih cijevi.
3. Fizička i kemijska kontrola čelične cijevi:
4. Provjera performansi procesa čelične cijevi:
Detalji o proizvodu
| Razred čelika: | 106B,210A1,210C,P9,P11,T1,T11,T2,T5,T12,T22,T23,T91,T92,P235GH,13CrMo4-5,15Mo3,10CrMo9-10, ST35.8,ST45.8,STB340,STBA 12-2,API5L,5CT,ND-čelična cijev |
| standardno: | ASME/ASTM SA/A53/513/106/209/210/213/335/178/179/519 ASME/ASTM SA/A213,A312,A269,A778,A789, DIN 17456, DIN17457,DIN17457,EN2016 ,BS3605,BS3059 |
| specifikacija: | Prečnik 10~508mm |
| težina: | 1.0-30mm, ili prema posebnom zahtjevu kupca |
| dužina: | 2-20 metara, ili prema posebnom zahtjevu kupca |
| Paket: | Izvezi standardni paket |
| Vrste cijevi: | Cijev za kotao, precizna cijev, mehanička cijev, cilindarska cijev, cijevi za vodu, itd |
| mlin MTC: | Isporučuje se prije otpreme |
| inspekcija: | Može se prihvatiti inspekcija treće strane, SGS, BV, TUV |
| Port za montiranje: | Bilo koja luka u Kini |
| Termin trgovine: | FOB, CIF, CFR, EXW, itd. |
| Cijena Termin: | TT ili LC na licu mjesta |
| Naše usluge: | Možemo prilagoditi prema zahtjevu kupca ili crtežu, pakovanje prema zahtjevu kupaca |
Factory Show